Kúpili ste si alebo uvažujete nad kúpou TIG zváračky, no neviete ako správne postupovať pri prvých zvaroch? Tento článok vám priblíži metódu TIG a poukáže na základné body, ktorým je nutné venovať vašu pozornosť, aby bolo zváranie o to jednoduchšie. Taktiež sa dozviete aké príslušenstvo sa používa pri zváraní TIG, vhodný druh a priemer volfrámovej elektródy, materiál prídavného drôtu a taktiež tipy, odporúčania a možné chyby pri prvom zvare.
TIG Zváračka a príslušenstvo
Základom pre zváranie je nielen zváračka, ale aj príslušenstvo k nej. Pod pojmom príslušenstvo môžeme chápať: zvárací horák, zemniaci kábel, redukčný ventil, fľašu naplnenú argónom, prídavný materiál, ochranné zváracie pomôcky ako je kvalitná kukla, rukavice na TIG, správne oblečenie a vhodná obuv na zváranie.
Náš tip! Zváračky TIG | Príslušenstvo TIG | Fľaša s plynom Argón | Redukčné ventily | Prídavné materiály - TIG | Zváračské odevy a obuv
Ako zvoliť prídavný materiál?
Materiál na zváranie metódou TIG sa vyrába vo forme 1m tyčí, zvyčajne v priemeroch 1,0mm 1,2mm 1,6mm 2,0mm 2,4mm 3,2mm. Vhodný prídavný materiál by mal mať rovnaké alebo podobné zloženie ako zváraný materiál.
Menšie priemery (Napr. 1,0mm 1,2mm 1,6mm) sú vhodné pre použitie tenších plechov (Napr. 1mm 1,5mm 2mm) a sú vhodné aj pre tupé zvary, kde je potrebné dodať pomerne malé množstvo prídavného materiálu.
Opačne to platí pre hrubšie plechy (Napr. 4mm 5mm a viac) a tiež kútové zvary, kde pre dosiahnutie kvalitného zvaru potrebujeme dodať väčšie množstvo v podobe väčšieho priemeru tyče – prídavného materiálu za kratší čas. (Napr. 2,4mm 3,2mm)
TIP – Na rozdiel od MMA a MIG/MAG metódy, metóda TIG umožňuje zváranie aj bez prídavného materiálu. Vhodné pri zváraní tupých spojoch, kde rýchlo a jednoducho “rozlejeme“ oba základné materiály a vytvoríme tak pevný nerozoberateľný spoj.
Ako zvoliť druh a priemer volfrámovej elektródy? Ako ju správne brúsiť?
Problematike výberu veľkosti a druhu volfrámovej elektródy sme sa venovali v predošlom článku, kde sa dozviete množstvo zaujímavých informácii o volfrámovej elektróde. Naše odporúčanie je voliť Fialovú E3 univerzálnu volfrámovú elektródu. Priemer 1,6mm na tenšie a detailnejšie aplikácie a priemer 2,4mm pre zváranie hrubších materiálov s použitím vyššieho prúdu.
Správna vzdialenosť elektródy od materiálu pri zváraní
Správna vzdialenosť sa uvádza ako 1 – 1,5-násobok priemeru volfrámovej elektródy, to znamená:
- 1,6 mm elektródu: vzdialenosť 1,6 – 2,4mm
- 2,0 mm elektródu: vzdialenosť 2,0 – 3,0mm
- 2,4 mm elektródu: vzdialenosť 2,4 – 3,6mm
- 3,2 mm elektródu: vzdialenosť 3,2 – 4,8mm
Ako správne zapojiť zváracie káble?
Zapojenie káblov a zváracieho horáka je dané ako DC- , čo znamená, že zvárací horák je zapojený do záporného pólu (-) a zemniaci kábel je zapojený do kladného pólu (+). Takéto zapojenie zabezpečí správne podmienky pre horenie elektrického oblúka.
Ako zvoliť správny prietok plynu?
Správne zvolený prietok plynu zabezpečuje vhodnú inertnú atmosféru pri horení oblúka a taktiež chráni roztavený zvarový kov a aj volfrámovú elektródu pred oxidáciou. Zvolenie prietoku, závisí od priemeru hubice, prostredia, v ktorom sa zvára a každý zvárač, približne vie koľko l/min je vhodné pri zváraní zvoliť.
- Zváranie hliníkových zliatin: odporúčame 7-10l/min *
- Zváranie ocele: odporúčame 9-13l/min *
*hodnoty je možné voliť podľa potreby, prípadne ich znížiť zvýšiť až za odporúčaný rozsah
Zváranie AC / DC
Existujú dva typy typy zváračiek, jedným z nich je TIG DC a druhým sú zváračky TIG AC/DC. Zatiaľ čo zváračka TIG DC je vhodná pre zváranie s jednosmerným prúdom, čo je vhodné pre zváranie klasickej konštrukčnej ocele, nerezovej ocele, titanu, tak zváračka TIG AC/DC umožňuje zvárať aj striedavým prúdom, ktorý nám dovolí zvárať hliníkové zliatiny, čo je veľkou výhodou.
Správny náklon horáka a prídavného materiálu voči materiálu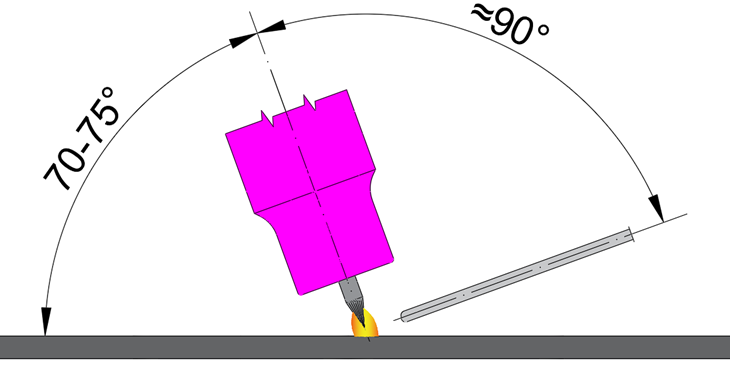
Nastavenie zvárací parametrov – Krivka pri zváraní TIG metódou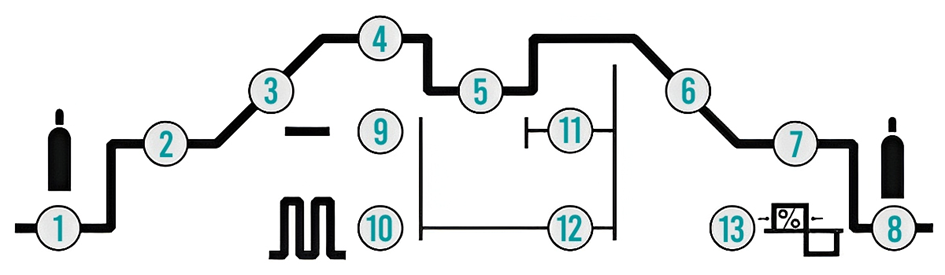
1 Predfuk plynu/Pre flow
- Čas v sekundách, počas ktorého prúdi ochranný plyn z horáka TIG pred zapálením oblúka. Používa sa na vytvorenie dostatočnej ochrannej atmosféry, aby bolo možné zabezpečiť prostredie pre horenie oblúka.
- Odporúčané nastavenie: 0,3-0,5 sekundy
2 Počiatočný prúd/Start current
- Prúd v Ampéroch, ktorý pôsobí po čas zadaný v nábehu prúdu. Zapáli zváračovi oblúk a dáva mu čas, kým sa stihne pripraviť na prúd
- Odporúčanie: 5-10A
3 Nábehový čas prúdu/Up slope time
- Čas v sekundách, počas ktorého prúd stúpa z počiatočnej hodnoty prúdu na hodnotu zváracieho prúdu.
- Odporúčanie: Podľa potreby zvárača (pri bodovaní 0 sekúnd)
4 Hlavný zvárací prúd/Peak Current
- Hlavný prúd v Ampéroch, ktorým zvárame.
Hrúbka materiálu ( MM ) / 0,025 až 0,028 = Zvárací prúd* ( A )
Napr. Plech hrúbky 1mm 35-40A
Plech hrúbky 2mm 70-80A
Plech hrúbky 3mm 105-120A
Plech hrúbky . . . . . . . . . . . . . .
*jedná sa o odporúčané rozmedzie, ktoré je možné v prípade potreby upraviť
5 Vedľajší prúd/Background Current
- Najnižší výstupný prúd jedného impulzu, udáva sa v Ampéroch
- Dá sa nastaviť iba v pulznom režime a jeho hodnota závisí od potreby zvárača.
6 Dobehový čas prúdu/Down Slope Time
- Určuje v sekundách, ako dlho trvá, kým hlavný prúd klesne na dobehový prúd, po pustení spínača na horáku. Následne po uplynutí tohto času sa zhasína. Zabraňuje nám náhlu zmenu z vysokého prúdu kedy nám môže vzniknúť kráter pri dochladzovaní kovu.
- Odporúčanie: 2-5 sekúnd (0 sekúnd pri bodovaní)
7 Dobehový prúd/Ending Current
- Koncový alebo dobehový prúd zabraňuje nám náhlu zmenu z vysokého prúdu, kedy nám môže vzniknúť kráter pri dochladzovaní kovu.
- Odporúčanie: 5-10A
8 Dofuk plynu/Post flow
- Určuje v sekundách, ako dlho bude prúdiť ochranný plyn z horáka po vypnutí oblúka. Veľmi užitočné nastavenie, ktoré ponecháva inertnú atmosféru a zvarový kov a volfrámová elektróda tak bude chránená voči oxidácii.
- Odporúčanie: 2-8s
9 LED kontrolka – klasický režim/vypnutý pulzný režim
10 LED kontrolka – pulzný režim zapnutý
11 Šírka pulzu/Pulse width
- určuje, ako dlho trvá hlavný prúd v každom cykle pulzu. Výsledkom je, že môžete privádzať menej alebo viac tepla touto úpravou trvania hlavného prúdu v porovnaní s trvaním vedľajšieho prúdu.
12 Frekvencia pulzu/Pulse Frequency
- Určuje, koľkokrát za sekundu sa prepne hlavný prúd a vedľajší prúd. Napríklad 100 impulzov za sekundu znamená, že hlavný prúd a vedľajší prúd sa prepínajú 100-krát za sekundu.
13 AC prúdová bilancia/BALANCE
- (Iba pri zváraní striedavým prúdom AC) pomer trvania pozitívnej polvlny k negatívnej polvlne. Znížením rovnováhy sa do materiálu dostane viac tepla, čo vedie k užšiemu zvaru a hlbšiemu prieniku, pričom sa zníži tepelné zaťaženie volfrámovej elektródy. Zvýšením vyváženia sa do materiálu dostane menej tepla, výsledkom čoho je lepšie čistenie, široký zvar a plytšie natavenie, avšak výrazne namáha volfrámovú elektródu, čo je nežiadúce.
Ako postupovať pri TIG zváraní?
- Pripojenú zváračku si nastavíme, skontrolujeme prívod ochranného plynu, nastavíme si správny prietok pre našu aplikáciu.
- Materiál ktorý ideme zvárať musí byť dôkladne očistený, najlepšie obrúsený alebo okartáčovaný, a prípadne odmastený. Po dôkladnej príprave ho ukostríme zemniacou svorkou.
- Zostavený zvárací horák (hubica, klieština, držiak klieštiny, krytka horáka aj spolu so správne nabrúsenou volfrámovou elektródou) si pripravíme do jednej ruky, priložíme k miestu (s dostatočnou vzdialenosťou elektródy), kde chceme vytvárať zvar a stlačením tlačidla započneme zvárací proces.
- Zapálený oblúk nám umožňuje roztavovať zváraný materiál a vytvára sa nám tak tekutý kúpeľ.
- V druhej ruke máme vždy pripravený prídavný materiál, ktorý sa snažíme po častiach a v pravidelných intervaloch pridávať do tekutého kúpeľa. (pokiaľ zvárame bez prídavného materiálu, tento krok berieme ako irelevantný)
- Tento proces pokračuje neustále, dokým nevytvoríme zvar požadovanej dĺžky.
- Pri ukončovaní zváracieho procesu uvoľníme tlačidlo spínača horáka, oblúk sa tým preruší a necháme pôsobiť nastavený dofuk a tiež priloženú hubicu k miestu, kde je chladnúci roztavený kov, aby nedošlo k oxidácii.
- Týmto zvárací proces končí a vytvárame tak zvar podľa požadovanej kvality a geometrických rozmerov (dĺžky, šírky, hĺbky).
Najčastejšie chyby pri TIG zváraní
Nesprávne očistený materiál na zváranie
- Pri TIG zváraní je nutnosť materiál dôkladne obrúsiť alebo okartáčovať “na čistý kov“ (lamelový kotúč, fíbrový disk lebo drôtený kartáč, miskový kartáč na brúsku), alebo jemne obrúsiť napr. brúsnym rúnom, taktiež v prípade potreby odmastiť (Riedidlo C6000, Acetón, Odmasťovač, ...). Dôkladná očista sa prejaví na kvalite a aj estetike zvaru.
Nedostatočné pokrytie ochrannou atmosférou - Argónom
- Mnoho začínajúcich zváračov s ochranným plynom šetrí obzvlášť pri prietoku a taktiež aj pri dofuku. Týmto “šetrením“ si človek prispieva k nedostatočnému pokrytiu chladnúceho zvaru a následnej oxidácii a taktiež k rýchlemu opotrebeniu volfrámovej elektródy.
Nesústredenosť a nepokojný postoj k zváraniu
- Keďže TIG zváranie je veľmi precízna a náročná metóda, vyžaduje si pokoj a rozvahu pri zváraní. Pri zváraní by nás nemalo nič rušiť, a mali by sme sa sústrediť. Postoj musí byť uvoľnený, aby bolo možné viesť horák stabilne a so správnym náklonom a tiež vzdialenosťou od zváraného materiálu.
Nekvalitná kukla s malým priezorom
- Kvalitná kukla je prioritou pri TIG zváraní. Hodnotenie kazety ideálne 1/1/1/1 alebo 1/1/1/2, veľký priezor je veľkou výhodou a zváranie je o to príjemnejšie a prehľadnejšie. V neposlednom rade rozsah nastavovania DIN stmavenia, najčastejšie odporúčané rozmedzie je od DIN 7 po DIN 13
Citlivosť v rukách, trpezlivosť a príslušný odev
- Kvalitné rukavice zabezpečia ten správny cit pri uchopení horáka a taktiež samotného prídavného materiálu čo je veľmi dôležité. Trpezlivosť pri podávaní drôtu a správne načasovanie zabezpečí rovnorodosť zvaru a zvar tak bude pohľadný a kvalitný. Odev chráni našu pokožku pred žiarením, ktoré je pri TIG-u dosť výrazné.
Správne nastavenie zváračky a chuť upravovať zváracie parametre
- Správne nastavenie zváracích parametrov je neoddeliteľnou súčasťou zvárania. Zvárač pri nastavovaní zváračky popri zváraní dokáže zabezpečiť bezproblémovosť pri zváraní, eliminuje riziká prepalu materiálu, a tiež zvýši efektivitu.
Nenabrúsená elektróda = nekvalitný zvar, nervozita, nestabilný oblúk
- Pri tejto chybe sa držíme pravidla „Nie je hanba prilepiť elektródu, hanbou je ju nenabrúsiť.“ Preto ak prilepíte alebo natavíte na ňu prídavný materiál, vymeňte si ju za náhradnú nabrúsenú alebo si ju rovno prebrúste. Správne nabrúsenie prispieva k presnému a precíznemu vedeniu oblúka a zváranie je o to jednoduchšie.
Málo tréningu – nedostatočná zručnosť
- TIG si vyžaduje prípravu, tréning, dôslednosť, vytrvalosť a mnoho iného. TIG nie je pre každého a preto by mal budúci zvárač zvážiť, či je táto metóda pre neho vhodná. Pokiaľ áno, odlíšite sa od ostatných a práve tréning vás posilní a zlepší vaše zručnosti, aby vaše zvary boli kvalitné, estetické a budú motiváciou pri ďalších zvaroch.
 Pokiaľ ste sa dočítali až sem, ste o krok bližšie k zváraniu TIG metódou, pretože odhodlanie, trpezlivosť a vytrvalosť učiť sa vám rozhodne nechýba! Hoci začiatky bývajú ťažké, tento článok vám to vo veľkej miere uľahčí a bude nám robiť radosť, pokiaľ sme vám sprístupnili aj nové poznatky, ktoré sú pri TIG metóde dôležité a je ich dobré vedieť. V prípade potreby nás možete kontaktovať na našom maile info@zvarsi.sk alebo na t. č. +421 948 072 919.
Pokiaľ ste sa dočítali až sem, ste o krok bližšie k zváraniu TIG metódou, pretože odhodlanie, trpezlivosť a vytrvalosť učiť sa vám rozhodne nechýba! Hoci začiatky bývajú ťažké, tento článok vám to vo veľkej miere uľahčí a bude nám robiť radosť, pokiaľ sme vám sprístupnili aj nové poznatky, ktoré sú pri TIG metóde dôležité a je ich dobré vedieť. V prípade potreby nás možete kontaktovať na našom maile info@zvarsi.sk alebo na t. č. +421 948 072 919.
Zváraniu zdar! S pozdravom, Váš tím Zvarsi.sk!