











































Volfrámová elektróda – Zváranie metódou TIG
Volfrámové neodtavujúce sa elektródy sú neoddeliteľnou súčasťou zvárania metódou TIG. Keďže táto metóda je veľmi rozšírená a obľúbená, najmä vďaka svojim hlavným prednostiam ako sú kvalita zvaru, univerzalita zvárania, estetika výsledných zvarov, tak sa taktiež za tým skrýva množstvo teórie, vzhľadom na požiadavky pre zvar a výslednú kvalitu vo výrobe. Tento článok sa venuje problematike výberu vhodnej volfrámovej elektródy a informuje o ďalších možnostiach použitia.

Označovanie elektród
Elektródy sa spravidla označujú kódom a farbou. Kód sa skladá z písmena W (z prvku volfrám) + skratky legujúceho prvku (najčastejšie L – lantán, T – tórium, Z – zirkón, C – cérium, a i.) + číslice, ktorá informuje o 10-násobku stredného rozsahu koncentrácie daného prvku.
Príklad: ZLATÁ WL 15 = zlatá farba, volfrám-lantán obsah lantánu 1,3-1,7%
Tabuľka volfrámových elektród používaných pri metóde TIG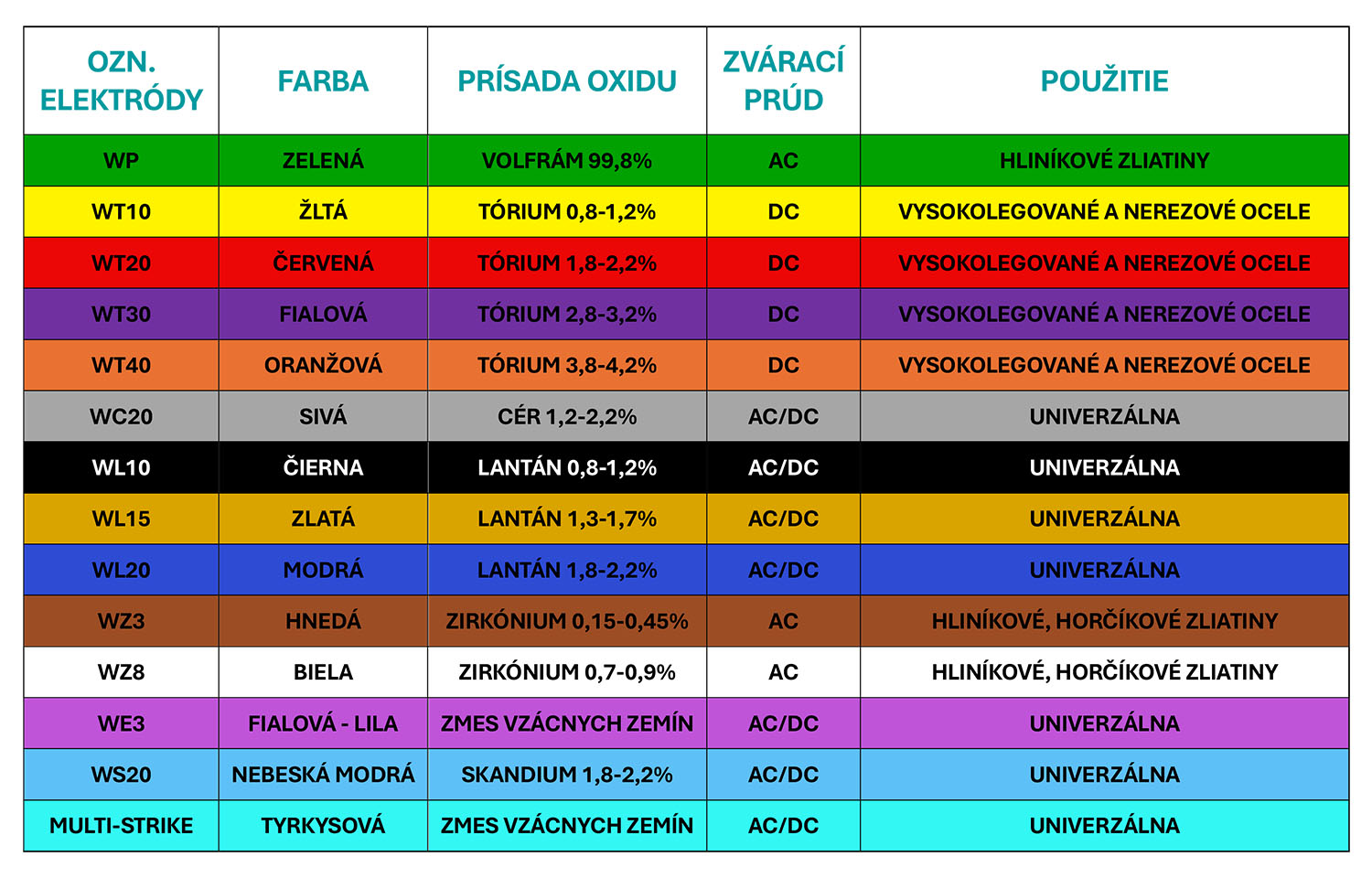
WP elektródy:
Nachádzajú uplatnenie pri zváraní hliníkových zliatin, a taktiež zliatin horčíka. Ako jediné, sú vyhotovené z čistého volfrámu 99,8%. Udržujú stabilný oblúk, poskytujú jednoduché zapálenie a sú obľúbenou voľbou v technickej praxi.
*Náš tip!
Volfrámová elektróda zelená WP na TIG
WT elektródy:
Poskytujú jednoduché zapaľovanie a dobrú stabilitu oblúka, vysokú odolnosť voči zamoreniu zváracieho kúpeľa, zvládajú vyššie prúdové zaťaženie. Sú málo rádioaktívne, zdravotné riziko je minimálne.
*Náš tip!
Volfrámová elektróda červená WT 20 na TIG
WC elektródy:
Majú podobnú výkonnosť ako WT, jednoduché zapaľovanie, dobrú stabilitu oblúka, dlhú životnosť, dobrú prúdovú zaťažiteľnosť. Nie sú však rádioaktívne a menej zaťažujú životné prostredie.
Sú vhodné pre zváranie v nižšom a strednom rozsahu prúdu a to na zváranie nelegovanej a legovanej ocele, zliatín hliníka, titánu, niklu, zliatin medi, horčíkových zliatin a i. Patria medzi často používané elektródy vďaka svojej univerzálnosti.
*Náš tip!
Volfrámová elektróda sivá WC 20 na TIG
WL elektródy:
Poskytujú jednoduché zapaľovanie, stabilný oblúk, vysokú životnosť, majú podobnú výkonnosť ako WT, ale nie sú rádioaktívne.
Sú vhodné aj na robotické a orbitálne zváranie, ideálne pre použitie v rozsahu nízkeho prúdu, dajú sa však použiť aj pri vyšších prúdoch.
*Náš tip!
Volfrámová elektróda zlatá WL 15 na TIG
Volfrámová elektróda modrá WL 20 na TIG
WZ elektródy:
Poskytujú veľmi dobré zapaľovanie oblúka, vysoko stabilný oblúk, vysokú odolnosť voči nečistotám a rozstreku. Sú určené pre vysokokvalitné zvary s minimálnou kontamináciou volfrámom, bez problémov zvládajú vysoké prúdy. Univerzálna elektróda na zváranie rôznych hliníkových a horčíkových zliatin.
WE elektródy:
WE elektródy sa odporúčajú ako náhrada za WT20, nie sú však rádioaktívne. Poskytujú výborne zapaľovanie, majú zvýšenú prúdovú zaťažiteľnosť, dlhšiu životnosť.
Sú vhodné aj pre automatizované zváranie a pre všetky aplikácie v celom rozsahu zvárania jednosmerným a striedavým prúdom pre nelegované a vysokolegované ocele, hliník, titán, nikel, meď a zliatiny horčíka.
Sú univerzálne a veľmi obľúbené. Po jednoduchom prebrúsení môžete prejsť zo zvárania hliníkovej zliatiny ku zváraniu ocele, nereze alebo titanu a vaše zvary nebudú obmedzované výberom správnej farby elektródy!
*Náš tip!
Volfrámová elektróda fialová E3 na TIG
WS elektródy:
Majú vynikajúce zapálenie oblúka, vysokú teplotnú odolnosť, vysokú životnosť, nie sú škodlivé.
Obsahujú prímesy vzácnych kovov a ich oxidov ako sú skandium, ytrium, lantán, cér atď.
Sú vhodné pre zváranie nelegovanej, vysokolegovanej ocele a nehrdzavejúcej ocele (DC), ľahkej zliatiny zliatín hliníka, horčíka, medi, titánu a i.
Multi-strike elektródy:
sú vhodné pre všetky aplikácie v celom rozsahu zvárania jednosmerným a striedavým prúdom, na zváranie hliníka (AC), bežných uhlíkových nelegovaných a nerezových ocelí (DC), čo z nich robí veľmi univerzálne elektródy.
Brúsenie volfrámových elektród:
Brúsenie elektródy je veľmi známou súčasťou metódy TIG. Keďže táto metóda vyhotovuje veľmi kvalitné a estetické zvary, nedokonalosti sa môžu takisto prejaviť aj pri nesprávne nabrúsenej volfrámovej elektróde. Ako a čím mám brúsiť elektródu?
 Správne brúsenie elektródy prebieha pozdĺžne proti smeru brúsneho kotúča! Pri priečnom brúsení dochádza k vybrúseniu rýh, ktoré vedú k obmedzeniu zváracieho prúdu, nestabilite oblúka, prípadnému vtrúseniu častíc volfrámu do zvarového kúpeľa.
Správne brúsenie elektródy prebieha pozdĺžne proti smeru brúsneho kotúča! Pri priečnom brúsení dochádza k vybrúseniu rýh, ktoré vedú k obmedzeniu zváracieho prúdu, nestabilite oblúka, prípadnému vtrúseniu častíc volfrámu do zvarového kúpeľa.
Brúsiť môžeme viacerými spôsobmi:
*Náš tip!
Uhlová brúska 125 mm 1000W WX-12501
Diamantový brúsny kotúč 110 mm zrnitosť D151 Kaindl
Brúska na volfrámové elektródy GeniWolf 90 KOWAX
Uhol brúsenia elektródy: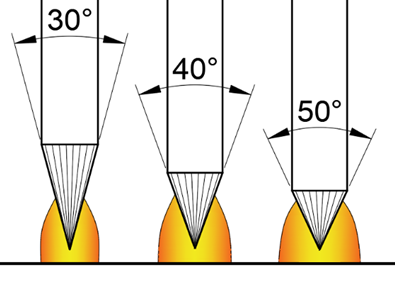
Uhol určuje šírku oblúka, a takiež prievar zváraného materiálu.
Čím je uhol menší, tým je oblúk užší a prievar hlbší.
Čím je uhol väčší, tým je oblúk širší a prievar plytší.
Použitie priemeru elektródy v závislosti od rozsahu prúdu:
| Ø [mm] | DC [A] | AC [A] |
| 1,0 | ≥70 | ≥30 |
| 1,6 | 40-130 | 30-80 |
| 2,0 | 80-180 | 60-120 |
| 2,4 | 120-240 | 80-150 |
| 3,2 | 150-300 | 120-200 |
| 4,0 | 250-450 | 170-250 |
*rozsah a hodnota prúdu sa môže líšiť v závislosti obsahu
volfrámu resp. obsahu prísad oxidu v elektróde
Veríme, že Vás tento článok informoval o volfrámových elektródach a rozšíril Vaše obzory o ich použití, brúsení a možnostiach použitia. Ak máte nejaké pochybnosti, neváhajte nás kontaktovať na t.č. +421 948 072 919 alebo na mail info@zvarsi.sk, radi Vám poradíme!
S pozdravom Tím Zvarsi.sk!