











































Zváracie plyny sú nevyhnutnosťou v prípade zvárania v ochrannej atmosfére. Rozdeľujeme ich na aktívne a inertné, pričom aktívne sa používajú výhradne pri metóde MAG (Metal Active Gas) a inertné pri metódach MIG (Metal Inert Gas) a TIG (Tungsten Inert Gas). Typ plynu, ktorý ochrannú atmosféru tvorí, priamo vplýva na výkon a efektivitu zvárania, úroveň rozstreku, kvalitu oblúka a v neposlednom rade aj na mechanické vlastnosti hotového zvaru.

Inertné plyny:
Inertný – zotrvávajúci v pôvodnom stave, nečinný.
Ochranná atmosféra slúži na ochranu zvarového kovu pred negatívnym vplyvom okolitej atmosféry, inertný plyn nezasahuje do chemického zloženia roztaveného zvarového kovu pri procese zvárania, preto je označovaný ako nečinný.
Do tohto typu plynov sa zaraďujú najčastejšie plyny ako sú Argón, Hélium prípadne ich kombinácia.
Pri zváraní MIG a TIG sa jedná o zváranie v inertnej atmosfére, ktorá je spravidla čistý Argón, výnimočne Argón + Hélium. V bežnej praxi sa s touto kombináciou len ťažko stretneme, pretože vďaka svojej cenovej relácii a dostupnosti je v nevýhode, no vďaka svojim vlastnostiach nájde uplatnenie vo zvarkoch s náročnejšími požiadavkami.
Inertná atmosféra umožňuje zváranie najčastejšie hliníkových zliatin (AlSi, AlMg,...) zliatin medi (Mosadze a Bronzy), ale taktiež umožňuje aj zváranie nerezovej ocele.
Aktívne plyny:
Aktívny – aktívne sa podieľa na metalurgickom procese:
Oxid uhličitý – CO2 sa vplyvom vysokej teploty štiepi, rozkladá a voľné atómy kyslíka reagujú s kvapkami kovu, pričom sa uvoľňuje teplo. V tekutom kove prebiehajú oxidačné procesy, ktoré ponechávajú v kove stabilné prvky (Cr, Fe, Mo, Ni, Cu) a aktívne prvky (Zr, Ti, Al, Mn, V, Si) čiastočne vypaľujú. Najmä preto sa pridávajú prvky ako je Mn, Si a Al do prídavných materiálov a zabezpečujú tak jemnozrnnú štruktúru pri zváraných oceliach.
CO2 ako jediný aktívny plyn sa dá použiť pri zváraní v 100% forme. Ďalej sa stretávame so zmesou plynu Ar+CO2 (ľudovo prezývanou aj ako “Corgoň“) najčastejšie v kombinácii 82/18 (82% Ar a 18% CO2) pri zváraní klasickej čiernej ocele alebo 98/2 (98% Ar a 2% CO2) pri zváraní nerezovej ocele. V ojedinelých prípadoch môžeme natrafiť aj na trojzložkovú zmes, s prímesou kyslíka Ar+CO2+O2 alebo dvojzložkovú zmes Ar+O2 , čo poskytuje opäť ďalšie pozitívne vplyvy na kvalitu zvaru, no jej dostupnosť a cena je nevýhodou.
Ochranné plyny, výhody a nevýhody a použitie
Oxid uhličitý (CO2):
Oxid uhličitý je najlacnejší reaktívny plyn, poskytuje hlboký a široký prienik a je ideálny na hrubé materiály. Jeho nevýhodou je menej stabilný oblúk a tiež, vytvára viac rozstreku pokiaľ nie je v kombinácii s inertným plynom – Argón. Pri zváraní s čistým CO2 vyžaduje čistenie po zváraní, čo pri domácom zváraní je akceptovateľné, no pri veľkovýrobe tieto prestoje s čistením znižujú efektivitu.
Argón (Ar):
Čistý argón nájde využitie pri zváraní metódou TIG všetkých materiálov (oceľ, nerez, zliatiny hliníka, mosadz, bronz, titan,...) a pri metóde MIG zváranie najčastejšie hliníkových zliatin, zliatin medi, a taktiež nerezovej ocele. Argón vytvára stabilný oblúk, poskytuje estetický vzhľad zvaru, produkuje výrazne menej rozstreku. Vytvára úzky profil prieniku do materiálu, čo umožňuje tento plyn použiť pre tupé a kútové zvary.
Fľaša s plynom Argón 200 bar 8L
Zmesný plyn Ar + CO2: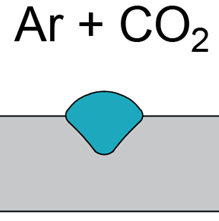
Tento zmesný plyn je rozšírený vďaka svojej produktivite pri výrobe, pohľadnému výslednému zvaru a prejavuje sa aj na kvalite výsledného zvarového spojenia. Zatiaľ čo použitie argónu poskytuje vyššiu pevnosť v ťahu a medzu klzu, CO2 poskytuje lepšiu ťažnosť a odolnosť voči praskaniu. Jedná sa teda o kompromis v závislosti od požiadavky na vytvorenie kvalitného zvaru. Zmesi zvyčajne pozostávajú zo 75-95% Argónu a 25-5% Oxidu uhličitého. Spravidla čím hrubšiu oceľ zvárate, potrebujete viac oxidu uhličitého v zmesi, a čím tenšiu oceľ zvárate, potrebujete viac argónu v zmesi. Najčastejšie sa stretávame so zmesou 82/18 pre zváranie čiernej ocele, výnimkou je však zmiešaný plyn 98/2, ktorý sa používa na zváranie nerezovej ocele.
Fľaša s plynom Argón/CO2 MIX 82/18 200 bar 8L na oceľ
Fľaša s plynom Argón/CO2 MIX 98/2 200 bar 8L na nerez
Hélium:
Hélium sa zvyčajne používa na zváranie neželezných kovov. Vytvára oblúk vyššej teploty, čím tak napomáha k produktivite. Profil prierezu po použití tohto plynu je širší a pomerne hlboký. Zvyčajne sa vyskytuje s prímesou argónu a to v rozmedzí 25-75%. Úpravou pomeru, operátori v technickej praxi pri automatizácii, vedia voliť prienik zvaru, profil húsenice, rýchlosť pojazdu. Hoci má použitie Hélia výhodné vlastnosti, je nutné zohľadniť vyššiu cenu tohto plynu a či vôbec použitie je nutné a ekonomicky výhodné.
Kyslík: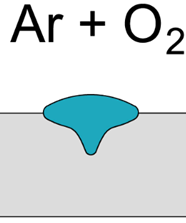
Kyslík je reaktívny plyn, ktorý sa používa najčastejšie v kombinácii s argónom a to v pomere maximálne 10%. Toto pridanie má za následok zlepšenie tekutosti zvarového kúpeľa, stability oblúka a pozitívne sa prejaví aj na prievare. Je možné sa s ním stretnúť aj v trojzložkovej zmesi Ar+CO2+ O2.
Dusík:
Dusík nachádza využitie ako pomocný plyn pri laserovom rezaní, vďaka dusíku dochádza k rýchlejšiemu ochladeniu reznej hrany, znižuje zafarbenie okraja rezu, zabraňuje oxidácii, vďaka čomu sa na reznej hrane nevytvára uhlíková vrstva, ktorá znižuje kvalitu rezu a bráni ďalším procesom vo výrobe. Dusík sa taktiež dá použiť na ochranu koreňa zvaru ako formovací plyn. Okrem toho sa vyskytuje pri rôznych iných aplikáciách v oblasti čistenia, chladenia a mrazenia.
Fľaša s plynom Dusík 200 bar 8L
Formovací plyn:
Jedná sa o ochranný plyn, ktorý sa používa na ochranu koreňovej vrstvy zvaru pri zváraní. Zloženie formovacích plynov sa skladá zmesi dusíka a vodíka (95/5 al. 90/10) prípadne zmesi argónu a vodíka (98/2) alebo trojkombinácia. Vodík vytvára redukčné prostredie v okolí zvaru, a tým zabraňuje oxidáciu koreňovej vrstvy zvaru.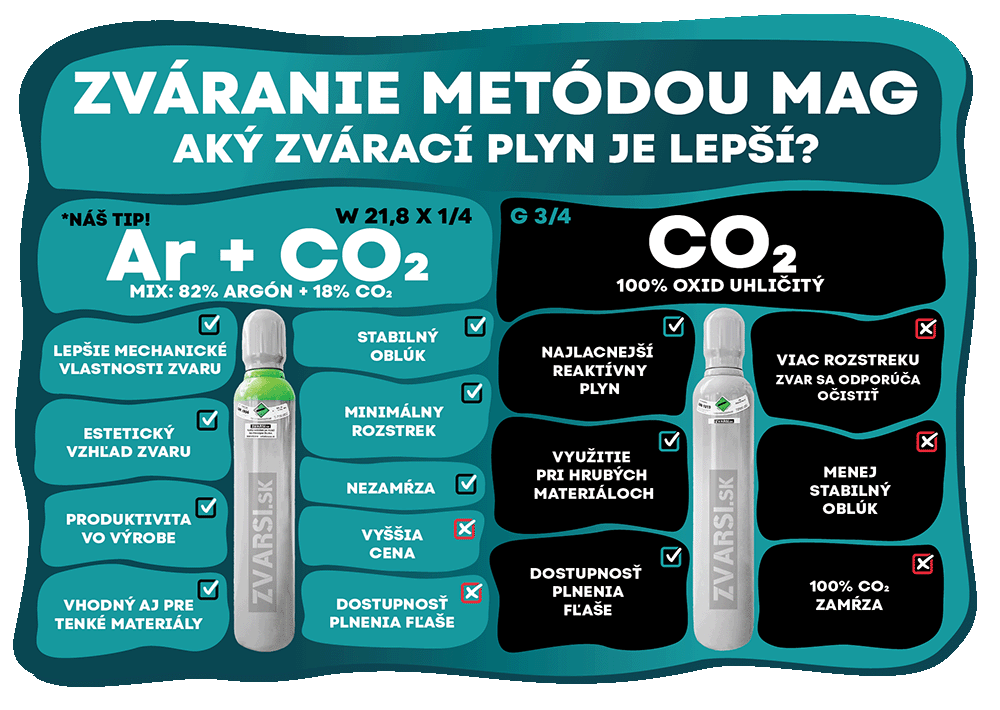 Ochranné plyny prispievajú ku kvalite zvaru, a teda aj celej zváranej konštrukcie. Existuje mnoho plynov a ich zmesí, ktoré sa používajú v priemyselnej výrobe ktorých zloženie je prispôsobené podľa požiadavky, aby zabezpečili vysokú produktivitu, výhodný profil zvaru, minimálne prestoje, aj ekonomickú stránku.
Ochranné plyny prispievajú ku kvalite zvaru, a teda aj celej zváranej konštrukcie. Existuje mnoho plynov a ich zmesí, ktoré sa používajú v priemyselnej výrobe ktorých zloženie je prispôsobené podľa požiadavky, aby zabezpečili vysokú produktivitu, výhodný profil zvaru, minimálne prestoje, aj ekonomickú stránku.
Bežne sa stretávame s ľahko dostupnými aktívnymi a inertnými plynmi ako sú: CO2 , CO2+Ar, Ar. Každý jeden má svoje výhody a nevýhody, použitie pre daný materiál a výber je na vás!
Dúfame, že Vám tento článok objasnil problematiku v oblasti zváracích plynov pri oblúkových metódach zvárania a utvrdil Vás v rozhodnutí, ktorý plyn zvoliť! Pokiaľ máte nejaké otázky, na ktoré tu odpoveď nebola spomenutá, neváhajte nás kontaktovať na našom maili info@zvarsi.sk alebo na t.č. +421 948 072 919 a radi Vám ich zodpovieme.
S pozdravom Tím ZVARSI.SK!